














 客戶服務熱線
客戶服務熱線
摘要:鑒于汽車涂裝線水性涂料工藝的應用越來越廣泛,就汽車涂裝線輸調漆系統的水性涂料應用及設備要求、設備選型配置等進行了闡述。
關鍵詞:輸調漆;水性涂料;低剪切;穩壓
前言
為促進汽車涂裝的環保清潔生產,降低VOC(揮發性有機化合物)排放,水性涂料的應用在汽車涂裝工藝中將逐步取代溶劑型涂料并成為主流,為適應水性涂料的設備要求,傳統溶劑型涂料的涂裝設備如:機器人噴涂系統、輸調漆系統、預烘干設備、空調制冷除濕設備、噴漆室、廢漆處理設備等必須進行相應的變更。輸調漆系統(集中循環供漆噴涂系統)作為涂裝涂料的輸送、調壓、調溫設備,在水性涂料應用方面,為了實現水性涂裝的穩定品質,需要進行包括穩壓器、輸漆泵、背壓閥、攪拌器等多項設備的細節變更。
1 水性涂料的應用特性
1.1 發泡性
在發泡性方面,水與溶劑相似,本來很難起泡,即使起泡也會馬上消失,但在水性涂料成分中,添加了為改進樹脂分散而加入的界面活性劑,受其影響,水性涂料產生的氣泡變得穩定不易消失。輸漆系統在設備方面需要考慮攪拌器的攪葉形狀設計、攪拌器的轉速設定等。
1.2 黏度
水性涂料較傳統溶劑型涂料黏度高20~30s,涂料呈現黏稠狀,流動性較差,對泵的選擇要有動力要求(見表1)。
表1 水性涂料和溶劑型涂料的比較
1.3 表面張力
水性涂料的表面張力大于溶劑型涂料表面張力,蒸發潛熱遠高于溶劑,同時導電率高,由于導電性大容易出現電蝕反應,易導致輸調漆設備的管路氧化、生銹(見表2)。
表2 水和溶劑的特性比較

2 水性涂料對輸調漆系統的要求
根據水性涂料的應用特性,水性涂料的應用對輸調漆系統設備的要求如下(相比較溶劑型涂料設備):
(1)由于水性涂料導電性大容易出現電蝕反應,易對設備產生氧化、生銹,為防止設備及管路的腐蝕,減少銹斑變成碎屑混入涂料內形成顆粒的幾率,所有接觸水性涂料的部位材質必須為SUS不銹鋼材質。傳統的碳鋼泵不能采用,管路考慮SUS304及以上型材,國內大部分水性涂料廠家應用不銹鋼304、304L,部分新建涂裝線有采用SUS316。
(1)配管中不能使用不同種類的金屬材質,防止不同材質產生的電位差帶來的電蝕。
(2)避免攪拌器在涂料攪拌過程中的漩渦引起空氣進入流體及產生分層現象。
(3)對整個系統要求為低剪切設計,從攪拌器的攪拌、管路彎曲、穩壓器、過濾器等皆為低剪切設計。
(4)由于水性涂料對施工溫濕度的要求嚴格,需要輸調漆系統的溫控精度在(23±0.5)℃內,所有管路需要保溫處理,保溫材質厚度≥12.5mm,泵體需要保溫等。
(5)由于水性涂料的清洗劑主要成分為純水和少量親水溶劑,所以需要增設純水供給裝置取代溶劑輸送系統,同時純水供給裝置需要經過管中管溫控后輸送至各工位,在傳統溶劑型涂料的溶劑輸送設備中,溶劑不需經過管中管換熱系統。
(6)由于水性涂料的高黏度,輸調漆系統需提高泵的輸送能力。溶劑型色漆在循環系統中的流速要求為0.3~0.7m/s,而水性色漆的流速則要求為0.15~0.4m/s。
(7)水性涂料在輸調漆系統的投產前清洗需要更為細致的清洗步驟:清洗稀釋劑→親水性稀釋劑→樹脂清洗→純水洗。
3 水性輸調漆系統的設備配置
3.1 循環方式
水性輸調漆系統的循環方式通常采用兩線循環。兩線循環系統的槍站設計不需要三線系統中的墻置式涂料調壓器,通過使用一個槍下調壓器或槍下Y形接頭來控制噴槍的噴涂流量,降低了調壓器的設置對涂料產生的剪切力,同時管路元件相對較少、系統換色清洗方便等,在國內水性涂料的生產線上,應用最為普遍。在國外的部分工廠,由于三線式涂料循環系統有一定的靈活性,同時較容易擴張,系統通常有較高的壓力、流量、循環速率的可調性等,在水性涂料上也有不少的應用。
3.2 輸漆泵
按動力模式分為氣動泵、液壓泵、電動泵,國內汽車廠家暫無電動泵應用實例,絕大部分廠家采用氣動泵及液壓泵,水性涂料的應用既有用氣動泵也有用液壓泵,如東風本田水性涂料用氣動泵進行輸漆,江淮新轎車線水性涂料采用液壓泵,奇瑞第四涂裝線采用液壓泵來滿足水性涂料的輸送要求,氣動泵應考慮其排氣污染性和水性涂料的縮孔敏感性問題。按結構分為柱塞式、離心式、活塞式,鑒于柱塞泵的穩定性和低剪切力、適應的黏度范圍廣等優點,其應用最為廣泛,柱塞泵的選擇需要首先確定泵的流量,可按以下公式進行計算。

式中:
d——涂料管道橫截面直徑,cm;
Hv——每活塞沖程的體積,L;
V——流速,m/s;
N——沖程次數,1/min。
同時水性涂料的流速比溶劑型涂料慢,要求為0.15~0.4m/s。對于水性涂料,其輸漆泵連續工作時泵的往復頻率介于12~20cpm(每分鐘的循環量)為最佳。
表3各種泵的應用比較
3.3 穩壓器
水性涂料*不銹鋼隔膜式穩壓器(見圖1),其具有流道光滑、流阻小等特點,同時其采用特殊結構膜片設計,具有極好的密封性和穩壓效果;蓄能介質與涂料分隔,可防止涂料被污染,穩壓效果持久,保證輸出壓力脈動小于±0.5kg/cm2。穩壓器的穩壓介質一般有采用氮氣穩壓及壓縮空氣穩壓兩種,常用穩壓器還有罐式穩壓器,但在實際中由于其穩壓效果不穩定采用較少。
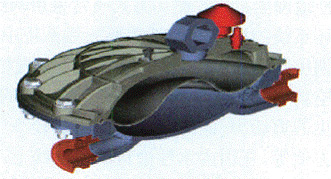
圖1 隔膜式穩壓器
3.4 攪拌器
攪拌器分氣動攪拌器及電動攪拌器,氣動攪拌器相比電動攪拌器,具有較好的經濟性,同時可以通過控制流入氣量的大小便捷地進行手動調整攪拌器轉速。要使攪拌器能夠起到良好的攪拌作用,最重要的是使涂料罐內沒有死角,因此,選擇攪拌器的槳葉直徑和轉軸的長度必須根據涂料罐的直徑與高度進行設計。同時攪拌器的攪拌速度也會影響涂料攪拌的效果,攪拌速度過快,會造成對涂料的剪切而破壞水性涂料的性能,也會使涂料罐內產生漩渦從而影響涂料的均勻一致性,過慢的攪拌會使涂料在罐內的運動速度不夠,也會造成涂料的沉淀。對于水性涂料應使用低剪切攪拌器,常見的攪拌器如圖2所示。
圖2 攪拌器示意圖
3.5 涂料罐
涂料罐分循環罐及調漆罐,鑒于目前涂料廠家提供的水性涂料在出廠前就已調節好黏度及助劑,不需要在涂裝線上重新調漆,部分水性涂料涂裝線不單設調漆罐,節約一定的費用投資,在日系車企較為常見。涂料罐應采用不銹鋼電解全拋光工藝制造加鈍化處理。表面粗糙度Ra低于0.1,具有良好的表面光潔度和耐腐蝕性,保證罐內壁不易掛漆,減少水性涂料結皮的可能性;桶體、桶蓋密封結構具有良好的密封性,有效防止意外塵粒進入。涂料罐的桶蓋有平頂式和圓頂式兩種較為常見,部分水性涂料生產線采用平頂式結構,部分采用圓頂式結構。近期國內部分公司研發的專門應用于水性涂料的全密封特殊結構設計的圓頂式涂料桶,可最大限度地減少涂料的揮發成分流失,減少水性涂料的結皮。需特別注意的是水性涂料的回流管設計,涂料從罐頂返回時應通過導向管進入罐內防止水性涂料的飛濺、氣泡,同時防止飛濺附著在罐壁的涂料對涂料整體性能造成的不良影響。最佳方式為設計成側底部回流。
3.6 背壓調壓器
背式壓力調節器是輸調漆系統的重要組件,用于控制系統管路中的壓力以滿足噴涂參數的需要,常用的有低剪切型和非低剪切型。傳統的球體式和座式調節器能在涂料通過球體和球座式時剪切水性涂料,對于水性涂料需要低剪切型背壓器。
3.7 過濾器及管路系統
過濾器分袋式過濾器和濾芯過濾器,過濾器應為不銹鋼材質,對于水性金屬涂料選用振蕩式過濾器效果更佳。在流量選擇上,大流量過濾器對水性涂料的剪切力最小,建議選用。輸調漆系統的管路考慮SUS304及以上型材,建議使用304L、316規格型材。同時管件內壁越光滑越好,接頭可采用衛生式接頭或卡套式接頭,不宜采用螺紋接頭,接頭內徑與管內徑應保持一致,管路的轉彎與升降盡可能地少,轉彎半徑需要大于6倍管徑,以減少壓力損失和沉淀等。
4 結語
在水性涂料的應用上,輸調漆系統除了上述主體設備外,其他細節的地方也不可忽略,如:鑒于水性涂料嚴格的施工溫濕度范圍,在涂料的溫控系統上應選用管中管系統,溫控精度(23±0.5)℃,水夾套的換熱方式的溫控精度不易于控制,建議不采用。鑒于水性涂料的清洗溶劑為DI純水和親水溶劑配比組成,需要增設DI純水罐和親水溶劑罐輸送系統,在兩罐之間為提高混合精度可設置自動配比系統。同時部分控制要求嚴格的生產線,增設水性涂料pH值監控系統。輸調漆系統的設備及質量將直接影響噴涂車身的涂裝質量,對于水性涂料在輸調漆系統上的應用需在設備設計及選型細節上進行深度的探究。

